[VIP第1年] 指数:3
[VIP第1年] 指数:3
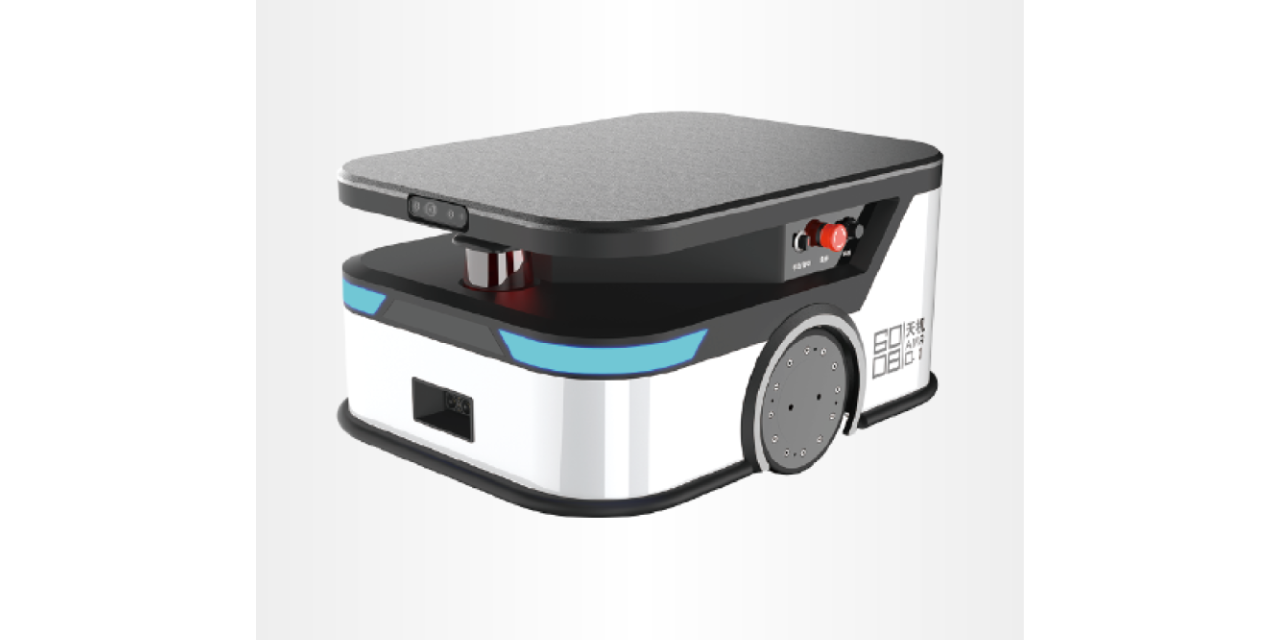
产品特征:1.导航能力:我们的机器人配备了先进的激光雷达和视觉传感器,能够实时感知周围环境,进行精细的定位和导航。2.多功能:我们的机器人可以执行多种任务,如巡检、搬运、清洁等,能够满足不同行业的需求。3.人机交互:我们的机器人具备语音识别和语音合成功能,能够与人进行自然交流,提供更加友好和便捷的服务。4.数据分析:我们的机器人具备数据采集和分析功能,能够实时监测和记录工作过程中的数据,为客户提供决策支持。产品应用场景:1.工业制造:我们的机器人可以在工厂内进行物料搬运、设备巡检等任务,提高生产效率和安全性。2.物流仓储:我们的机器人可以在仓库内进行货物搬运、库存盘点等任务,提高物流效率和准确性。3.商业服务:我们的机器人可以在商场、酒店等场所提供导购、接待等服务,提升客户体验和服务质量。4.医疗护理:我们的机器人可以在医院、养老院等场所进行巡视、送药等任务,提供更加便捷和安全的医疗护理服务。我们欣易安(苏州)科技有限公司致力于为客户提供自主移动机器人产品和解决方案,帮助客户提升工作效率、降低成本、改善服务质量。如果您对我们的产品感兴趣或有任何疑问,请随时联系我们,我们将竭诚为您服务。游戏开发借助 AMR 提升游戏角色的智能交互性。崇明区光通信AMR怎么样

用户企业在全世界范围内提供可再生能源,为环境事业做出贡献。作为一家全球性能源公司,用户提供从晶体硅、硅锭、硅片、太阳能电池及太阳能组件到项目开发与融资,***的纵向一体化解决方案。挑战用户为国内**光伏电池片生产企业,需要提升车间物流智能化、数字化水平,高效实现物料在各道工序间的自动化流转和上下料;同时,车间生产流程环环相扣,物流运输频繁,急需通过智能化的方式来提高物料运输效率,确保生产作业进度。方法用户部署了数十台欣易安200kg级花篮自主周转与上下料AMR专机、自动充电桩和调度系统CLOUDIA、物料管理系统MCS,通过特定载具实现了晶圆片盒的精细抓取和放置。EMMA机器人更高的鲁棒性和对接作业性能,在无人干预的前提下,实现了BM(晶圆片盒)在WINS(检测)、WB-Common(分类中转仓)和WB(清洗WetBench)各环节间的自动中转和上下料。杨浦区UR认证AMR种类AMR 系统能快速处理海量数据,提升企业运营效率。
项目涉及室外作业环境,欣易安在几乎不改造环境情况下,为客户带来了柔性、高效、安全的一体化解决方案,实现室内外全场景高效联动,***提升配送、存取效率。多车高效协同作业欣易安软硬件一体化交付平台整场物流自动化、数据可视化欣易安自研WCS设备控制系统,打通整场上下游设备,无人叉车与立库输送线、道闸、自动门等自动化设备接驳,完成工厂间的100%无人化物流;并链接客户云表系统,实现物料信息的自动更新,集约仓储、效率提升,人力成本降低。
车间现状:纸卷存在于车间通道地面上,有人工叉车搬运至车间内存放;仓储现状:加工后的半成品由人工叉车堆放在地面上。纸卷自动搬运到每台单机设备上料接驳点;下料接驳点自动搬运至半成品库自动入库储存。项目采用叉车AGV进行上下料存储。蓝芯科技硬件配套硬件:3台无人叉车,3台印刷机上下料机器人蓝芯科技软件配套软件:蓝芯机器人调度系统RCS工作流程1、根据车间的新的设备布局,纸卷搬运和储存标准化,下料半成品自动搬运入库存储。2、采用叉车AGV配套WMS、WCS系统可进行车间路径和库位管理的信息化和自动化。人工叉车搬运纸卷到接驳点。投料设置两个接驳点,每个接驳点位特殊处理,防止属具投料纸卷的惯性力。人工根据生产信息打印纸卷条形码,条码扫描上传任务。叉车AGV接受WMS任务将纸卷输送至车间固定纸卷缓存区域。根据MES下达任务WMS系统,WCS调度系统调度AGV执行搬运任务。人工将纸卷放置在托盘上,人工将纸卷与托盘码组盘,人工操作终端MES下达AGV执行搬运任务。交通部门探索 AMR 技术改善交通拥堵状况。

多台无人叉车在货物放置区、可取货站点、可卸货站点、码垛输送线和自动充电区等区域全流程自动作业。支持比较好路径规划、智能任务调度和智能交管调度,通过与现场ERP/WMS/MES系统对接,打破数据壁垒,在可取货站点、可卸货站点实现库位信息实时更新,以高速的机器人运动完成所有搬运任务,整场搬运效率提升20%以上。复杂环境,动态适应针应对工厂复杂的运行环境,如通行困难的窄通道、货物堆积的密集库以及托盘胡乱摆放的取货点。无人叉车采用先进的激光导航与天眼系统结合的视觉方式,相比单一导航方式可更好地在无人场景与人机混合场景使用。可动态适配该工厂库内搬运、线边配送、产线转运等不同需求的应用场景,在作业中可达毫米级定位精度,动态适应周边环境,保障场内存储仓库到产线上下料的精细高效。文化遗产保护利用 AMR 技术进行数字化存档与修复。江苏5GAMR供应商
建筑行业运用 AMR 进行建筑结构安全监测评估。崇明区光通信AMR怎么样
随着人们生活质量水平提高,人们对食品的安全性更加重视,对食品生产企业对自动化要求越来越高。AMR在食品自动化生产线中,如清洁车间、无尘车间、高低温车间等有更大的的应用空间,同时人们对食品饮料等产品需求量增大,行业增产、扩产需求大量的自动化设备,AMR也是必不可少的一部分。行业趋势1、需求方向呈多样性和个性化,不同种类工艺复杂,跨线生产切换频繁,柔性化生产成为大势所趋;2、产品数据化管理,产品生产信息追塑;3、AMR搬运车是全智能化的管理,从而提高管理水平,有效规避人员管理的一系列因素;4、劳动力成本上涨;5、食品安全,特殊环境,AMR更适用代替人工。行业趋势方案优势01特殊生产环境如清洁车间、无尘车间、高低温车间等,不适合人员作业,用AMR代替。02工作效率更高AMR可以实现物料的运输工作,可以实现不停机换料,可以实现自动充电,**的提高了工作效率。03数据追踪可视化管理界面,实时监控,数据管理,提高数据可追塑性。崇明区光通信AMR怎么样
文章来源地址: http://jtys.m.chanpin818.com/ysbysb/qtysbysb/deta_27018992.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。