[VIP第1年] 指数:3
[VIP第1年] 指数:3
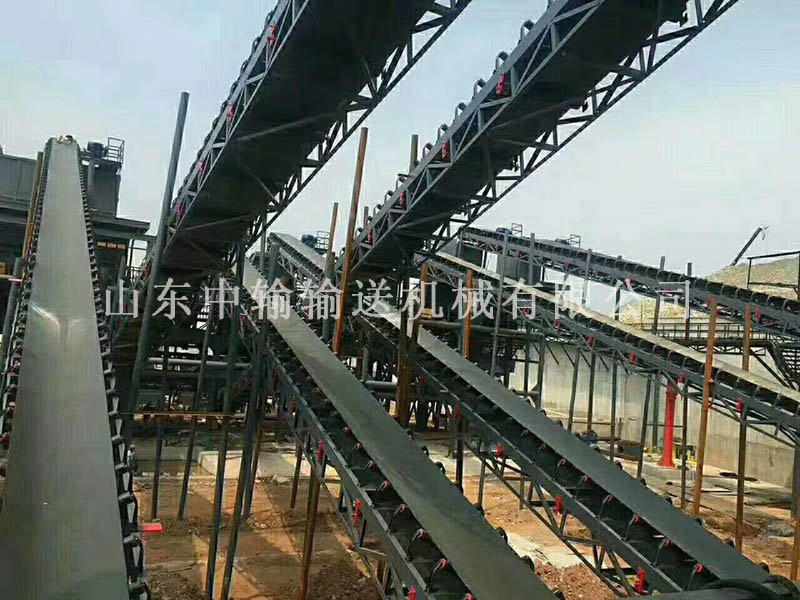
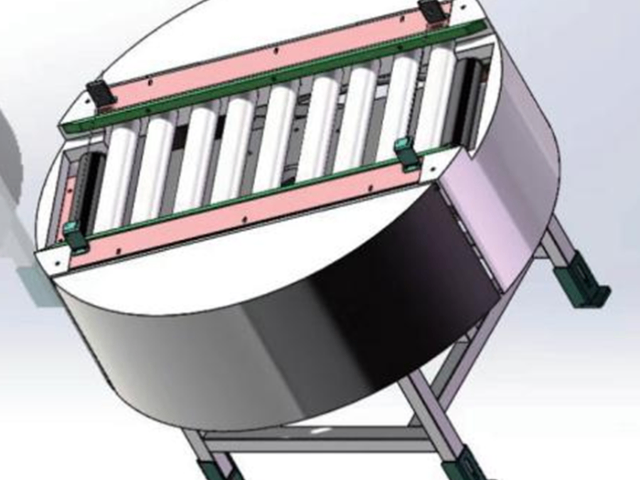
多个所述输送辊在主电机的驱动下由***同步带作用而同步转动。作为本发明的一种改进,所述分拣输送架包括:两个平行且相对而设的分拣架板,两个所述分拣架板斜接在同一个输送架板的一侧,且两个所述分拣架板之间设有多个等距间隔分布的分拣辊,多个所述分拣辊在第二同步带的作用下同步转动。作为本发明的一种改进,所述主输送架分为辊轮分选部分和输送带运料部分,所述输送带运料部分位于所述辊轮分选部分的下游,所述辊轮分选部分的输送构件为多个等距间隔分布的所述输送辊,所述输送带运料部分的输送构件为***输送带,江干区本地输送机 输送带 流水线 生产线。作为本发明的一种改进,所述分拣输送架分为弯曲分拣部分和直向输送部分,所述弯曲分拣部分与所述辊轮分选部分斜接且所述弯曲分拣部分的输送构件为多个等距间隔分布的分拣辊,江干区本地输送机 输送带 流水线 生产线,所述直向输送部分与所述主输送架相互平行且所述直向输送部分的输送构件为第二输送带,江干区本地输送机 输送带 流水线 生产线。换、改进等,均应包含在本发明的保护范围之内中。
2、刮板链条长度调整刮板链条各连接是通过锁轴连接的,每,它是用开口销锁定的。调整刮板链条长度,需要卸下若干节链条时,找到一个开口销,打开后,链条即可从该处断开,取下预定数目的链节,将链条两端重新用原活动销轴和开口销连接并销紧即可。3、刮板输送机超载卸压装置调整刮板卸料端有一个重锤悬挂装置,当机槽内物料过多,卸料困难时,物料可将该装置顶起,触动其上方的行程开关即可使刮板停机。旋动重锤悬挂装置上重锤的悬挂位置,调节杠杆长度,可以调节顶开该装置需要的力,从而达到限制刮板超载量的目的。调节行程开关与重锤悬挂装置的距离也可达到调节超载量的目的。以上两种方法可以结合使用。四、常见故障及排除方法故障现象故障原因排除方法堵塞1、进料流量过大2、后续设备故障3、刮板变形、磨损或缺损严重1、降低进料流量2、排除后续设备故障3、校正、更换、补充刮板噪音异常1、刮板链条过松或导轨变形,链条与导轨碰撞2、槽内有异物3、刮板链条滚套磨损严重4、链条与链齿啮合不正常1、调整刮板链条松紧度,校正导轨2、停机排除异物3、更换磨损严重的滚套4、见啮合不正常排除方法刮板链条链齿啮合不正常1、链条过松2、链齿磨损严重3、链条磨损。
就以板子的长度当做记号间隔距离。为何要用输送带?除了运送物品外,还有半强制作业者依计划完成作业的功能,但不是一味地加快去试试看,而应依上述公式去计算求得。2、观察流水线上哪一站是瓶颈站:(1)永远忙个不停的站;(2)老是将板子往后拉的站;(3)从该站开始,原本一片接着一片的板子,中间出现了间隔。上面三点是目视就可察觉的,再来就是用秒表量,作业时间是所有站中**长的。瓶颈站的作业时间就变成了整条流水线实际产出的cycle时间,而日产量公式如下:日产量=实整日的上班时间/际cycle时间故现场干部只要减少其作业时间,就可明显提升产量,如将零件拿一些给别站做、使用治工具以节省动作、改善作业域的配置等等。但在解决瓶颈站后,可能会出现新的瓶颈站,所以又要对此新的瓶颈站进行改善,因此持续盯着瓶颈站改善,整条流水线的效率就会日日提升。3、观察流水线***一站收板子的cycle时间,也就是实际产出的cycle时间,这站的cycle时间必相等于瓶颈站。从这站可推算出这条流水线线的效率如何,公式如下:效率=投入cycle时间/实际cycle时间=***站的作业时间/***一站的作业时间当然也可用瓶颈站的作业时间来算,不过观察***一站总是较简单、实际。在流水线上的在制品数量就等于:。
文章来源地址: http://jtys.m.chanpin818.com/tysssb/shusongjixs/deta_4097710.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。