[VIP第1年] 指数:3
[VIP第1年] 指数:3
输送带磨损处理方式: 1.局部热硫化技术 采用硫化机进行热硫化,对于接头局部磨损的部位,采用热硫化技术能恢复输送带性能,效果较好;缺点是人力物力投入较大,时问也较长,*适合小于硫化板表面积的局部处理,对于大面积磨损的处理难度非常大。 2.局部冷硫化技术 对磨损部位打磨处理后,将冷硫化胶按比例调和后均匀涂到胶带磨损的表面恢复输送带性能,但固化时间较长,常温固化10~24h,也不光滑,清扫器投入后,清扫效果不好。 3.局部冷粘技术 一般采用进口修补条(纵向裂口),青海耐高温输送带批发。具有耐磨损和较好的补强性能,缺点是对环境要求高,青海耐高温输送带批发,不能恢复到原输送带表面,清扫器清扫效果不好,青海耐高温输送带批发。但是对于高设备利用率场合,冷有效拓展硫化技术的局限性。

在以上半载试验均正常的情况下可进行额定输送量的满载试验,依照半载试验检查过程,进行检查调整。输送机起动时带面上应无物料,禁止带载起动。此外,应注意以下问题:1)首先应检查运输机支架安装是否牢固,是否有遗漏的焊口,并逐个检查限位辊、张紧辊、导向辊的转动是否灵活,主动辊、从动辊内是否注油。2)以上确定无误后,采取点动的方式起动主动辊电动机,若逢电器跳闸,则切不可强行起动,应检查主动辊电动机内是否进入雨水造成短路。点动无误后,可正常起动主动辊电动机。3)正常运转时,调整输送带是本步工作中的一个难点,若输送带跑偏,应调整尾部的可调螺母;若调整无效,则应检查导向辊的安装是否正确,必要时将导向辊一端支架割开、移位、焊接。如输送带过紧或过松,应调整张紧辊,使之松紧适宜。4)调试过程中,应由专业人员组成试运小组,各个专业分工负责,以便随时处理可能出现的各种异常现象。正常起动后,若无异常现象,可连续运转8h后停机,准备参与整个系统的联合试运。

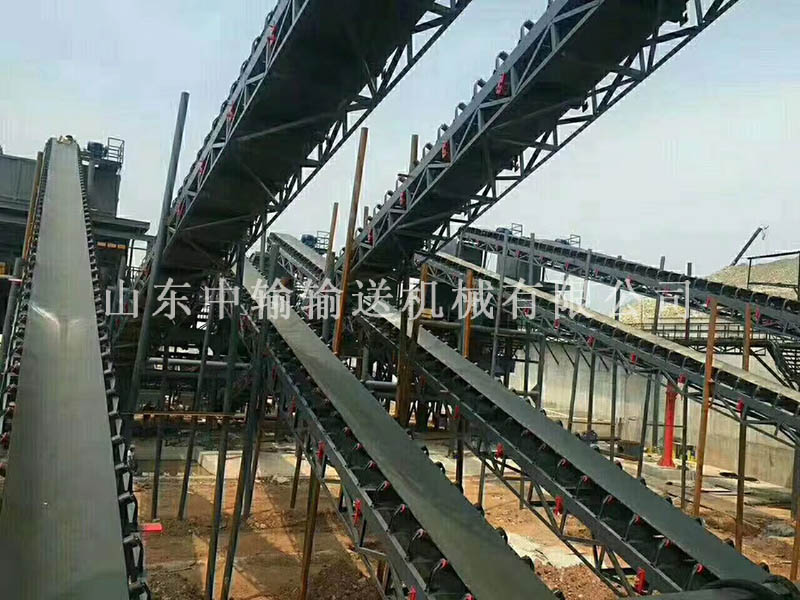
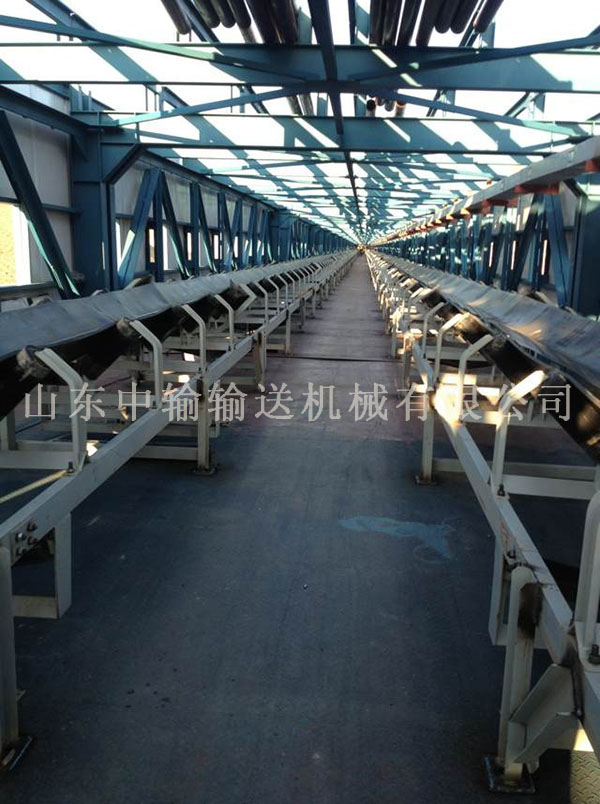
带式输送机是一种利用连续而具有挠性的输送带不停地运转来输送物料的输送机。输送带绕过若干滚筒后首尾相接形成环形,并由张紧滚筒将其拉紧。输送带及其上面的物料由沿输送机全长布置的托辊(或托板)支承。驱动装置使传动滚筒旋转,借助传动滚筒与输送带之间的摩擦力使输送带运动。带式输送机的输送能力大,单机长度长,能耗低,结构简单,便于维护,对地形的适应能力强,它既能输送各种散状物料,又能输送单件质量不太大的成件物品,有的甚至能运送人员,是应用**广、产量比较大的一种输送机。2、带式输送机有哪些种类?主要有通用带式输送机,轻型固定带式输送机,移动带式输送机,钢绳芯带式输送机,大倾角带式输送机(花纹带、波状挡边带及压带式输送机),移置式带式输送机,吊挂式带式输送机,吊挂管状带式输送机,管状带式输送机,U形带式输送机,气垫带式输送机,磁性带式输送机,钢带输送机,网带输送机,钢绳牵引带式输送机。3、带式输送机的发展趋势主要是:1)提高单机长度。通过采用钢绳芯带,增加驱动单元数量,采用中间驱动,增大单个驱动单元功率,增大输送带与传动滚筒间摩擦系数等方法,使单机长度提高,以实现无转载输送。目前**长的单机已达到15000m。

文章来源地址: http://jtys.m.chanpin818.com/tysssb/cddro/deta_3678981.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。